

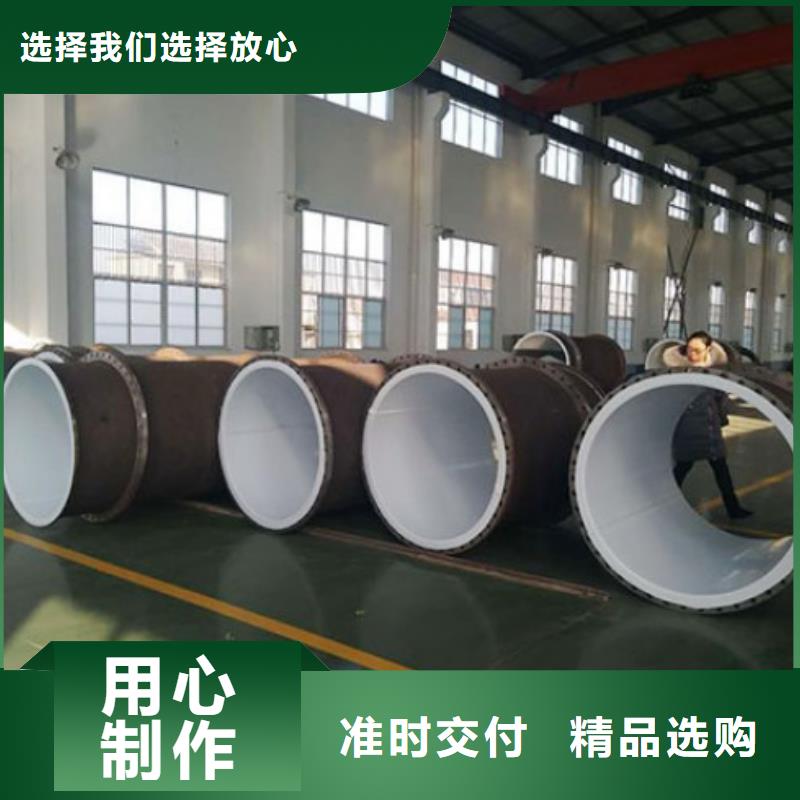

用管道衬塑技术制作衬塑管道时厚度是有一定标准的,要符合哪些标准呢?其他的参数要在哪些范围内呢?下面我我们做详细的解答
一、衬塑管道工作压力:≤1.6mPa,承受负压,介质温度:-40℃~110℃,衬层厚度:设备8±1mm,管配件DN25~DN50 3mm DN65~DN100 4mm DN125~200 5mm DN250~DN400 6mm
二、衬塑管道技术--管道衬塑的要求:
(1)设备制造验收规范按HGJ92-90标准、GHJ33-91标准;
(2)设备及管件法兰按GB2555-81、GHJ45-91标准或用户要求配制;
(3)设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准;
(4)选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超过50mm/s探测,以不击穿为合格。
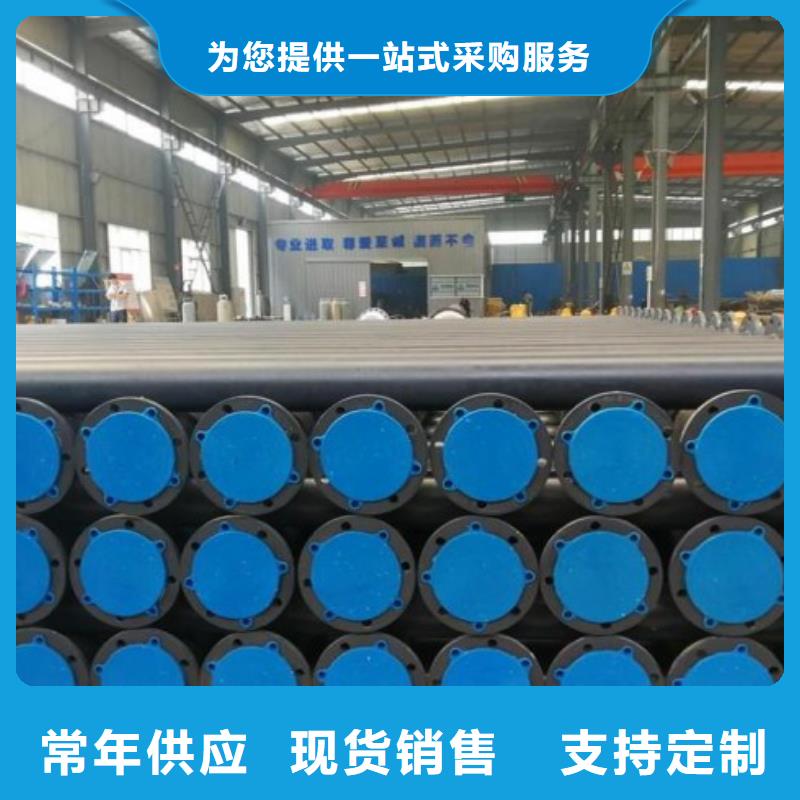
衬塑管道的检测
(1)衬塑管道内衬原材料材质检测;
(2)内衬厚度检测(≧3mm);
(3)剥离强度检测(聚乙烯衬层与管内壁粘接力≧70N/cm);
(4)电火花检测(内衬层15KV电火花检测,应无漏电);
(5)压力试验检测(DN150/200/300/400:水压试验压力:21MPa和气压试验压力16.5MPa;DN600水压试验压力:5.0MPa和气压试验压力4.0MPa;);
(6)绝缘电阻、电绝缘强度检测。
符合这些指标的衬塑管道才是合格的,管道衬塑工艺才是过关的。



衬塑管道的工艺流程:
1、制作衬塑钢管按照订单,将检验合格的优质钢管裁剪成需要的长度。
2、制作衬塑钢管将裁剪好的钢管按照订单焊接合适的法兰。
3、制作衬塑钢管焊好法兰的钢管处理抛光,然后送入喷砂房喷砂除锈。使钢管和法兰面保持相对的洁净度。
4、制作衬塑钢管将除锈完成的钢管送入加热炉加热至370度。
5、制作衬塑钢管将加热的钢管平放在电动滚轮上夹紧开始旋转,并加聚烯烃粉末。加热的同时逐段用加料机械对其加热段进行均匀加料,直至塑料衬层加工到标准厚度。这样周而复始直至整根管道所有需要衬层的地方衬到塑料。
衬塑管道供应商介绍:
洛阳纵横机械制造有限公司是一家集科研、开发.生产、销售于一体的多元化复合型离新技术企业。厂区坐落于飞机场工业园区,占地50多亩,厂房面积20000多平方米,产品已覆盖国内三十多个省市,远销十多个 和地区,多年来受到国内外客户的一致好评和赖。
企业致力于环保节能新型产品的开发、研究与应用,专业生产耐磨,防腐蚀管道与设备。衬塑钢管系列产品是公司主导产品之一,该系列产品分为:钢衬(滚)管、钢衬(滚)PO管、钢衬PP管、钢衬PVC管、钢衬聚四氰乙烯管等,以及各种非标、成套系列衬塑设备。



纵横机械制造(雅安市分公司)生产销售 钢衬塑管道,还有更多 钢衬塑管道相关的产品参数、实时报价、市场行情等信息请阅读以下文章了解更多资料。
